


合作客戶/
拜耳公司 |
同濟(jì)大學(xué) |
聯(lián)合大學(xué) |
美國(guó)保潔 |
美國(guó)強(qiáng)生 |
瑞士羅氏 |






相關(guān)新聞Info
-
> 應(yīng)用熒光顯微鏡研究了蛋白質(zhì)在氣-水界面的組裝——材料和方法
> 玻璃窗上水滴的運(yùn)動(dòng)控制影響因素及模型構(gòu)建
> 黏土塑性和摻合水之間的關(guān)系
> 揭示界面張力在鈣鈦礦晶體生長(zhǎng)過(guò)程中作用機(jī)理
> 基于藥液表面張力測(cè)定估算蘋果樹最大施藥液量的方法(一)
> 結(jié)合邏輯知識(shí)及力的三要素探討表面張力的客觀性
> 定性分析聚合物界面張力與系統(tǒng)黏度比之間的關(guān)系——數(shù)值模擬、實(shí)驗(yàn)研究結(jié)果
> 水成膜泡沫滅火劑之氟碳表面活性劑YM-316復(fù)配性能及表面張力測(cè)定(下)
> 表面張力對(duì)乙醇液滴沖擊過(guò)冷水平壁面的鋪展動(dòng)力學(xué)行為的影響(三)
> 表面張力儀分析氣潤(rùn)濕反轉(zhuǎn)劑對(duì)緩解煤層水鎖效應(yīng)、解吸速率影響(三)
推薦新聞Info
-
> 基于粒徑、速度、表面張力、黏度測(cè)定揭示塵粒?霧滴碰撞行為規(guī)律(三)
> 基于粒徑、速度、表面張力、黏度測(cè)定揭示塵粒?霧滴碰撞行為規(guī)律(二)
> 基于粒徑、速度、表面張力、黏度測(cè)定揭示塵粒?霧滴碰撞行為規(guī)律(一)
> 高鹽低滲油藏中超低界面張力表面活性劑多段塞調(diào)驅(qū)機(jī)理與應(yīng)用效果(三)
> 高鹽低滲油藏中超低界面張力表面活性劑多段塞調(diào)驅(qū)機(jī)理與應(yīng)用效果(二)
> 高鹽低滲油藏中超低界面張力表面活性劑多段塞調(diào)驅(qū)機(jī)理與應(yīng)用效果(一)
> 鈉鉀離子濃度對(duì)礦井水和純水表面張力、噴霧霧化特性的影響(三)
> 鈉鉀離子濃度對(duì)礦井水和純水表面張力、噴霧霧化特性的影響(二)
> 鈉鉀離子濃度對(duì)礦井水和純水表面張力、噴霧霧化特性的影響(一)
> Layzer模型與Zufiria模型研究界面張力對(duì)Rayleigh-Taylor氣泡不穩(wěn)定性的影響
3D打印鈦合金粉體的生產(chǎn)工藝——高速高壓氬氣氣流克服鈦合金熔體表面張力
來(lái)源:江蘇威拉里新材料科技有限公司 瀏覽 1214 次 發(fā)布時(shí)間:2024-08-14
鈦合金具有比強(qiáng)度高、耐蝕性好及生物相容性好等優(yōu)點(diǎn),在航空、航天、船舶、化工及生物醫(yī)療等領(lǐng)域有著廣泛的應(yīng)用。但由于其導(dǎo)熱系數(shù)小、彈性模量低、化學(xué)性質(zhì)活潑等原因,傳統(tǒng)制造加工鈦合金時(shí),加工工藝復(fù)雜,材料利用率低,成本較高。
將3D打印技術(shù)應(yīng)用于鈦合金加工,能夠有效規(guī)避傳統(tǒng)機(jī)件加工難度大的問(wèn)題,同時(shí),將3D打印技術(shù)結(jié)合拓?fù)湓O(shè)計(jì),通過(guò)將設(shè)計(jì)好的數(shù)據(jù)模型利用高能加熱裝置將鈦合金球粉逐層燒結(jié),制成預(yù)期形狀的構(gòu)件,能夠?qū)崿F(xiàn)結(jié)構(gòu)減重,進(jìn)而提高材料的利用率,極大的降低鈦合金零件的制造成本,促使鈦合金制品在更廣泛的范圍例如航空航天、生物醫(yī)療等領(lǐng)域獲得應(yīng)用。
制備球形鈦合金粉有熔鹽電解、氫化脫氫、氣霧化法、旋轉(zhuǎn)電極法和等離子球化法等方法,前兩者技術(shù)不成熟,大都還在實(shí)驗(yàn)階段,后三種能夠批量化生產(chǎn)球形鈦合金粉,但使用旋轉(zhuǎn)電極和等離子球化法由于很難獲取45μm以下的細(xì)粉。而高端3D打印需要的低氧超細(xì)鈦合金粉,主要依靠氣霧化法來(lái)制備。
氣霧化法又分為惰性氣體霧化法、超聲霧化法和電極感應(yīng)氣霧化法。其中,電極感應(yīng)氣霧化法是目前鈦合金球粉生產(chǎn)的主要方法,其技術(shù)原理為:采用高速高壓氬氣氣流沖擊鈦合金熔體,高速氣流能夠克服鈦合金熔體表面張力,霧化熔體液滴形成細(xì)小的金屬液滴,細(xì)小的金屬液滴在表現(xiàn)張力作用下冷卻凝固,形成球形粉末。與前兩者相比,電極感應(yīng)氣霧化法生產(chǎn)成本低、生產(chǎn)效率高。然而電極感應(yīng)氣霧化法制備的鈦合金球粉的粒徑在45微米以下只能達(dá)到30%左右,因此導(dǎo)致超細(xì)鈦合金球粉的價(jià)格較高,鈦合金的3D打印成本較高。
一種3D打印鈦合金粉體的生產(chǎn)工藝,包括以下步驟:
步驟一:預(yù)處理:對(duì)原始鈦合金棒料進(jìn)行脫脂除油處理;所述原始鈦合金棒料的材質(zhì)為Ti-6Al-4V;
步驟二:加料:將處理后的鈦合金棒料作為電極置于電極感應(yīng)氣霧化設(shè)備的感應(yīng)線圈中,之后將電極感應(yīng)氣霧化設(shè)備腔體抽真空至真空度≤0.01Pa;
步驟三:熔料:將熔煉功率升高至35KW,鈦合金棒料在熔煉區(qū)進(jìn)行融化,鈦合金棒料的下降速率為35mm/min;
步驟四:加粉:通過(guò)氬氣進(jìn)氣管道在混合氬氣中加入金屬摻雜劑;所述金屬摻雜劑為納米六硼化鐿和納米鉺混合物按照質(zhì)量比1.2:2.5混合而成,金屬摻雜劑的粒徑為50nm,金屬摻雜劑的添加速度為0.5mg/s。
步驟五:霧化:鈦合金棒料熔化成液流下落時(shí),被通過(guò)霧化噴盤的噴嘴噴出的含有金屬摻雜劑的混合氬氣破碎成細(xì)小液體,細(xì)小液滴快速冷卻凝固成粉末,即霧化粉體;通過(guò)噴嘴噴出的含有金屬摻雜劑的混合氬氣氣流壓力為2MPa,將混合氬氣流量設(shè)置為550m3/h,混合氬氣中氫氣的體積百分比為:0.1%;噴嘴的角度為45°。
步驟六:篩分:在氬氣為1.1個(gè)大氣壓的保護(hù)氣氛中篩分霧化粉體,得3D打印鈦合金粉體。
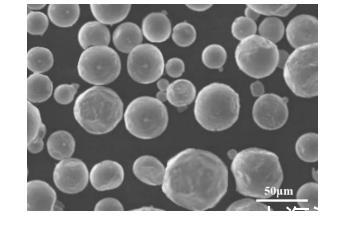
采用掃描電子顯微鏡對(duì)實(shí)施例1所制備的霧化粉體進(jìn)行形貌表征,結(jié)果如圖1所示。從圖1可以看出,霧化粉體的粒徑較小,較多的粒徑在50μm左右,在霧化粉體表面粘合有金屬摻雜劑。
所得3D打印鈦合金粉的氧增量為78ppm。
通過(guò)采用上述技術(shù)方案,金屬摻雜劑能夠在鈦合金氣霧化過(guò)程中較大程度的粘合在鈦合金表面。
小結(jié):
1、采用氫氣混合氬氣為霧化氣體,在并對(duì)Ti-6Al-4V鈦合金摻雜比例的納米六硼化鐿和納米鉺,制備得到低氧超細(xì)的3D打印鈦合金粉體,粒徑在5-80μm之間,其中,粒徑小于53微米的粉末率可達(dá)56%。
2、采用氫氣混合氬氣為霧化氣體,通過(guò)氫氣來(lái)弱化鈦合金熔體的表面張力和粘度,使其更容易分散成更細(xì)的液滴,得到更小粒徑的粉體,同時(shí)也起到了降低霧化粉體增氧量的作用;通過(guò)添加比例的納米六硼化鐿和納米鉺,使納米六硼化鐿和納米鉺在鈦合金氣霧化過(guò)程中粘合在鈦合金表面,從而改善其3D打印件的力學(xué)性能。
3、此生產(chǎn)方法制得的3D打印鈦合金粉體氧增量低、細(xì)粉率高,以此制備的3D打印件具有較好的硬度、拉伸屈服強(qiáng)度、抗拉強(qiáng)度和伸長(zhǎng)率等力學(xué)性能。